在新能源产业向“高效、安全、长效”迭代升级的关键周期,全固态电池作为公认的下一代核心技术,已成为全球产业竞争的战略制高点。其商业化落地的关键瓶颈之一,便是核心材料硫化物固态电解质的规模化量产。
该材料因其优越的离子电导率,成为行业主流技术路线,却因生产及应用过程中对空气中的水分、氧气高度敏感,其规模化量产长期被视为全球性行业难题,也直接制约着全固态电池从实验室研发走向市场化应用。
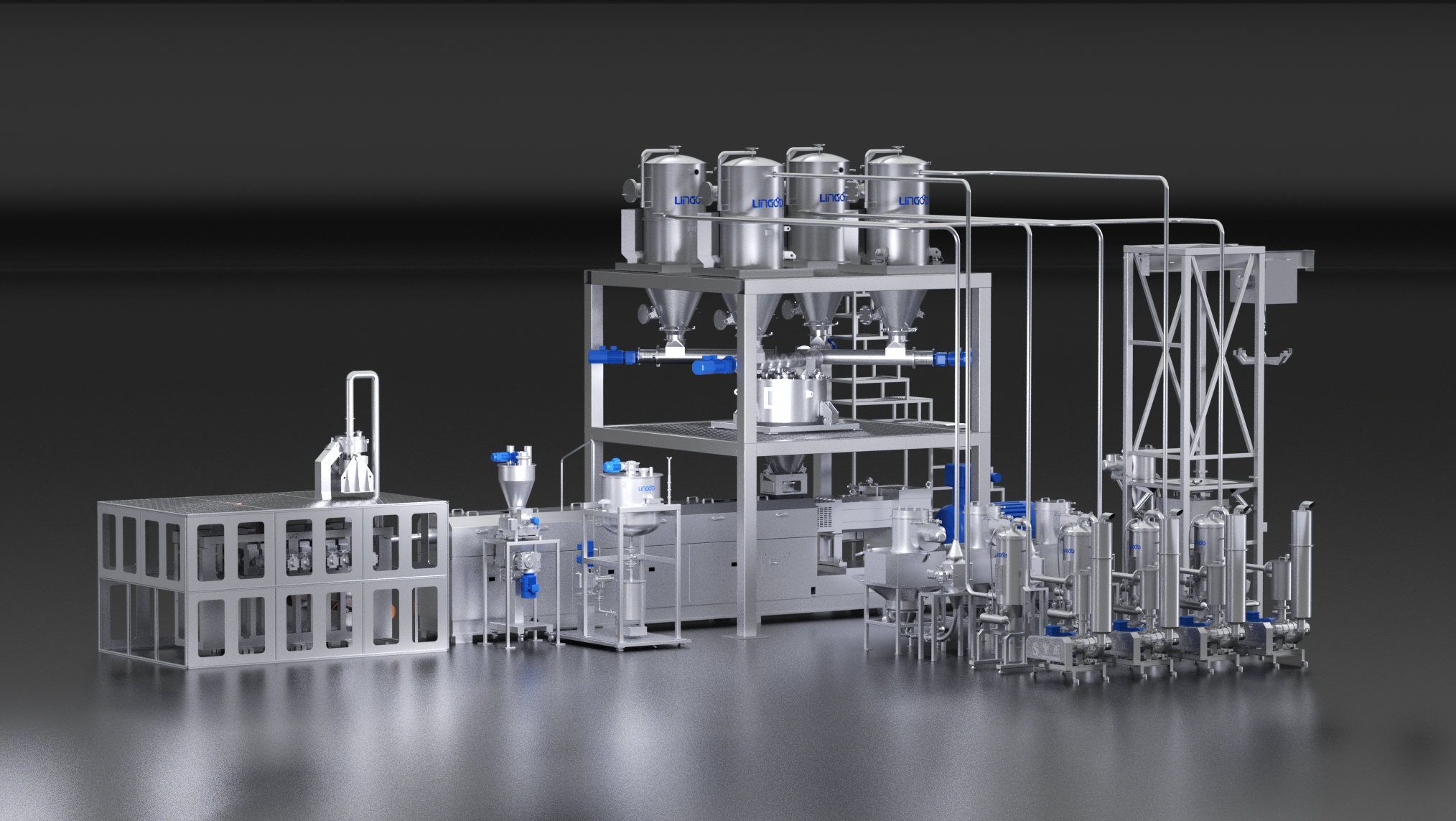
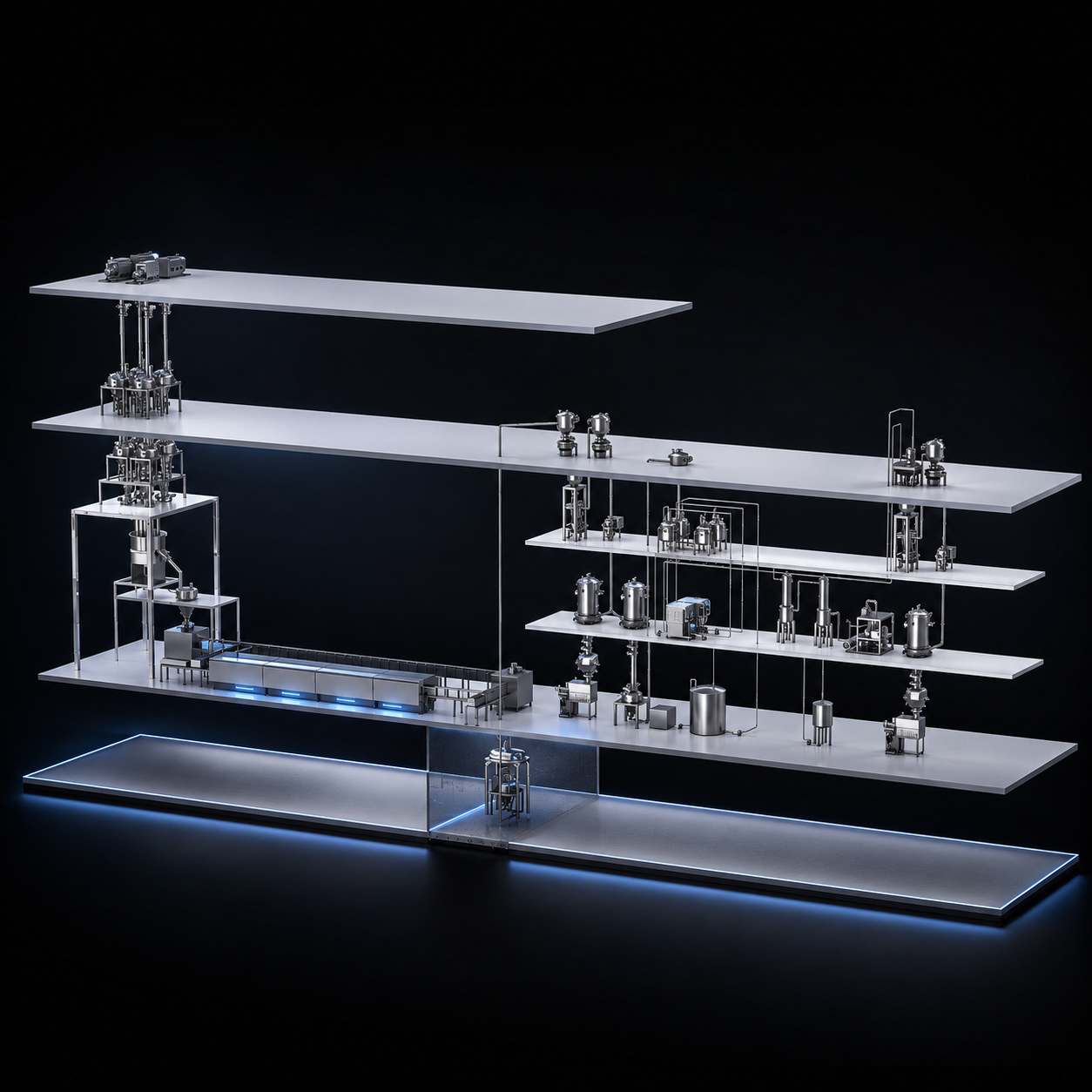
在此背景下,灵鸽科技凭借在物料精准处理领域超过三十年的技术深耕与系统集成能力,成功中标首条百吨级硫化物固态电解质连续化整线项目。此次中标,不仅是市场对灵鸽技术实力的高度认可,更标志着公司在固态电池材料装备领域取得重大突破。
该产线设计产能达百吨/年,可通过模块化复制快速拓展至千吨级规模,成功实现了硫化物固态电解质从克级、公斤级实验室研发,到百吨级工业化量产的跨越式突破,为全固态电池商业化、平价化应用筑牢产能根基,也为灵鸽科技切入新能源核心赛道、抢占行业先机奠定了坚实基础。
行业率先实现全流程整线工程能力
构筑不可替代的技术壁垒
在硫化物固态电解质生产领域,“工序割裂、技术脱节、实验室成果难以工程化转化”是行业普遍痛点,而灵鸽科技凭借30余年物料处理装备研发与工程服务经验,聚焦硫化物固态电解质量产线的工程落地核心需求,成为行业内率先实现从方案设计到投产落地的全流程整线工程服务企业,构建起差异化竞争优势。
依托与四川赛科动力科技有限公司(以下简称:赛科动力)的深度协同,灵鸽科技将自身成熟的装备开发、整线集成经验与硫化物材料特性深度融合,实现了量产线从装备选型、流程衔接、安装调试到投产交付的全流程无缝覆盖,专注于整线工程落地能力的输出,高效解决了实验室小批量技术向工业化量产转化过程中的效率低、产品一致性差等工程层面难题,不涉及客户核心工艺,充分保障客户技术机密安全。
不仅大幅缩短了项目落地周期,更构建起同行难以企及的整线工程技术壁垒,彰显了灵鸽科技在物料处理系统工程领域的核心地位。
硫化物固态电解质的生产,对环境有着极致严苛的要求—需在露点≤-60℃的低水分环境下进行,任何微小的水氧侵入,都将导致材料性能骤降、甚至引发安全风险,这也是制约其规模化量产的核心卡点。
灵鸽科技立足自身技术优势:
自主研发设计全密闭、全自动生产系统,以惰性气体全程保护,实现从投料到成品出料的全密闭传输,从源头规避水氧干扰;
搭配实时智能监控系统,对温度、压力、水氧含量等关键工艺参数进行精准监测,确保产线长期稳定运行,成功破解了这一全球性行业难题,彰显了中国智造的创新实力。
硫化物粉体高黏性、前驱体混合均匀性差、粉碎粒度难控制、设备残留高的特性,对生产装备提出远超传统物料处理的严苛要求,传统通用设备根本无法适配。
灵鸽科技基于对硫化物材料特性的深刻洞察,针对性研发定制了全套专用核心设备,逐个破解行业生产痛点:
高黏性粉体处理系统:彻底解决物料堵料、黏壁难题,保障输送高效顺畅;
高剪切专用混合设备:大幅提升物料混合均匀性,降低残留量;
干法超细粉碎装置:一次粉碎的物料粒径稳定控制在亚微米级,同时突破传统设备低产能瓶颈;
低残留快速干燥系统:大幅缩短干燥周期,解决浆料干燥残留大的行业痛点。
硫化物固态电解质生产过程中,不仅面临水氧干扰的技术风险,更存在压力、温度波动等安全隐患,安全稳定生产是规模化落地的前提。
灵鸽科技始终将安全放在首位,对产线设备气密性与安全附件进行全方位强化设计,构建起“双重密封+智能预警+应急联动”的全维度安全防护体系:
关键设备采用双级密封技术,确保零泄漏;
智能安全系统实时监测各类关键参数,一旦超出安全范围,立即自动触发预警与处置措施;
完善的应急处理机制实现在线监测与安全系统联动,最大限度降低生产风险,为产线连续稳定量产筑牢安全防线,彰显了上市公司严谨的责任担当与过硬的工程实力。
此次中标首条百吨级硫化物固态电解质产线,是灵鸽科技战略转型的里程碑成果。
通过切入全固态电池这一高潜力黄金赛道,公司实现了业务布局的跨越式拓展。依托核心整线工程优势、成熟的装备集成能力与优质的合作资源,灵鸽科技将持续助力硫化物固态电解质规模化量产进程,进一步提升行业话语权与市场竞争力。
展望未来,灵鸽科技将继续坚持以技术创新驱动发展,深化与赛科动力等优质合作伙伴的协同联动,充分挖掘全固态电池产业的巨大市场潜力,稳步推进战略转型,不断提升公司核心竞争力和可持续发展能力,以稳健的业绩增长与持续的产业贡献,为中国新能源产业高质量发展贡献力量。





 锂电匀浆解决方案了解详情解决方案
锂电匀浆解决方案了解详情解决方案 橡塑行业解决方案了解详情解决方案
橡塑行业解决方案了解详情解决方案 化工行业解决方案了解详情系统解决方案
化工行业解决方案了解详情系统解决方案 锂电材料解决方案了解详情系统解决方案
锂电材料解决方案了解详情系统解决方案 食药行业解决方案了解详情解决方案
食药行业解决方案了解详情解决方案 干法电极段解决方案了解详情系统解决方案
干法电极段解决方案了解详情系统解决方案 固态电解质解决方案了解详情系统
固态电解质解决方案了解详情系统 公司概况
公司概况
 发展历程
发展历程
 制造基地
制造基地
 荣誉资质
荣誉资质
 合作伙伴
合作伙伴
 产品中心
产品中心
 物料处理系统
物料处理系统











 服务创新
服务创新
 技术创新
技术创新
 公司新闻
公司新闻
 展会资讯
展会资讯
 灵鸽技术
灵鸽技术
 客户案例
客户案例
 多媒体下载
多媒体下载
 全球网络
全球网络
 服务热线
服务热线
 加入我们
加入我们
 投资者联系
投资者联系
 综合信息
综合信息
 公司公告
公司公告



